株洲達銳 · 硬質合金好合金、選達銳
聯系電話:0731-28827499139-7338-3873
聯系電話:0731-28827499139-7338-3873


 全國詢價熱線
全國詢價熱線
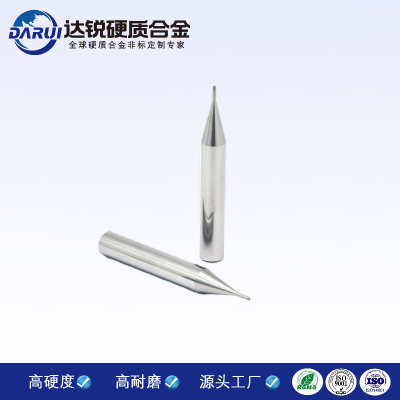
逐漸的變多的加工車間正用整體硬質合金鉆頭代替槍鉆加工深孔。株洲達銳硬質合金有限公司硬質合金鉆頭的出產商,則以為此類鉆頭的功用優勢對那些在自己的車床上用槍鉆加工深孔,或將深孔加工任務轉包給槍鉆加工車間的制造商具有逐漸的變大的吸引力。可是,與槍鉆——一般會用硬質合金或淬硬高速鋼鉆尖、淬硬鋼刀柄和直槽——比較,整體硬質合金深孔鉆頭也存在一些局限性。例如,它們的鉆孔深度極限值(標明標準)為40倍孔徑,而槍鉆可以垂手可得地鉆削深度達50倍孔徑以上的深孔。
既制造槍鉆,也出產整體硬質合金鉆頭的株洲達銳硬質合金有限公司加工產品司理指出,槍鉆可以鉆削加工各種難加工材料,“由于槍鉆的加工速度較慢,因此排屑較簡略。在鉆削鈦合金和不銹鋼時,排屑是一個大問題,而槍鉆在加工難加工材料時具有更加好的通用性。在這些加工中,槍鉆仍然會被許多運用。”

選用硬質合金深孔鉆頭的另一個阻礙是,加工人員對其脆性并由此引起開裂的潛在危險感到擔憂。例如,某廠家擔憂用一支直徑6.35mm的整體硬質合金鉆頭,能否在不到4分鐘的時間內,在像Nitronic 50氮強化奧氏體不銹鋼這種極難加工的合金材料上鉆削出240mm的深孔,而鉆頭仍能堅持無缺。該工廠負責人首先將一支標準長度硬質合金鉆頭裝夾在車床上,鉆了一個2倍孔徑深(約13mm)的導向孔,然后轉而運用株洲達銳硬質合金有限公司的RT100T內冷卻整體硬質合金鉆頭(直徑6.35mm,長度為30倍直徑)進行鉆削加工。他說,“我在轉而運用后,編制了一個M00代碼。然后選用車床冷卻系統的高壓噴頭,供應2000psi、3.5gpm的高壓冷卻液。由于挑選運用高壓冷卻,因此選用了密封式套筒夾頭來夾持鉆頭。當鉆頭鉆入孔中后,就打開高壓冷卻噴頭。”切削參數為:圓周切削速度42m/min(140sfm),主軸轉速2140r/min,進給率0.089mm/r。鉆削每個孔的加工時間(包括鉆導向孔在內)約為3.5分鐘。在有必要對鉆頭進行重磨和從頭涂層(TiAlN涂層)前,一共加工了65個孔。
從出產率的角度來看,整體硬質合金鉆頭的加工功率比槍鉆前進了8倍;從加工本錢的角度來看,該加工車間節省了外協加工的勞動力本錢和運送本錢。盡管整體硬質合金鉆頭的價格(375美元)比槍鉆(70美元)高5倍多,但出產率的大幅前進很快就能抵消和逾越刀具本錢的增加。
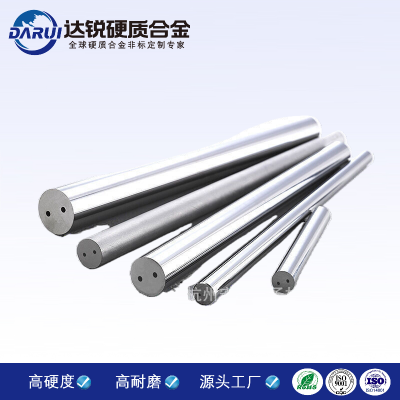
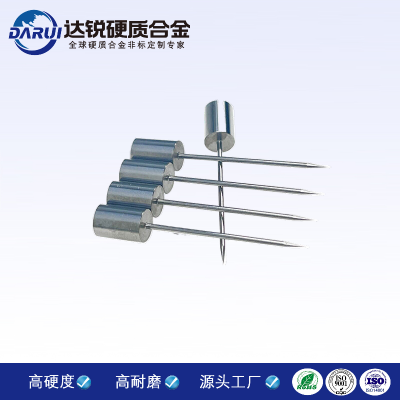
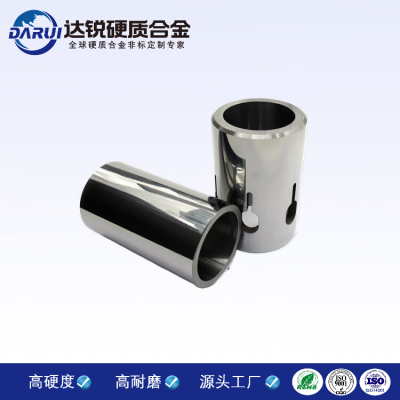
獲取更多關于硬質合金非標廠家的相關資訊,或想找專業硬質合金廠家、生產硬質合金板材、長條薄片、沖壓冷鐓模、棒材、軋輥、分條刀、圓環、鎢鋼密封環、鎢鋼噴嘴、滾剪切刀具等。此外,我們公司還提供根據客戶圖紙、樣品或需求生產加工各類非標硬質合金產品,并能根據特定加工對象制定硬質合金工具整體生產定制解決方案等,敬請關注硬質合金網(m.uyrd.cn)或關注官方微信公眾號“硬質合金網”???????如有更多疑問也可以直接聯系我們市場部,聯系電話:0731-28827499。


達銳譚經理

達銳手機網